Special Conveyor Belt · JOYTRANS Manufacturing
Sidewall Conveyor Belt Manufacturer
For Steep Incline Bulk Material Handling
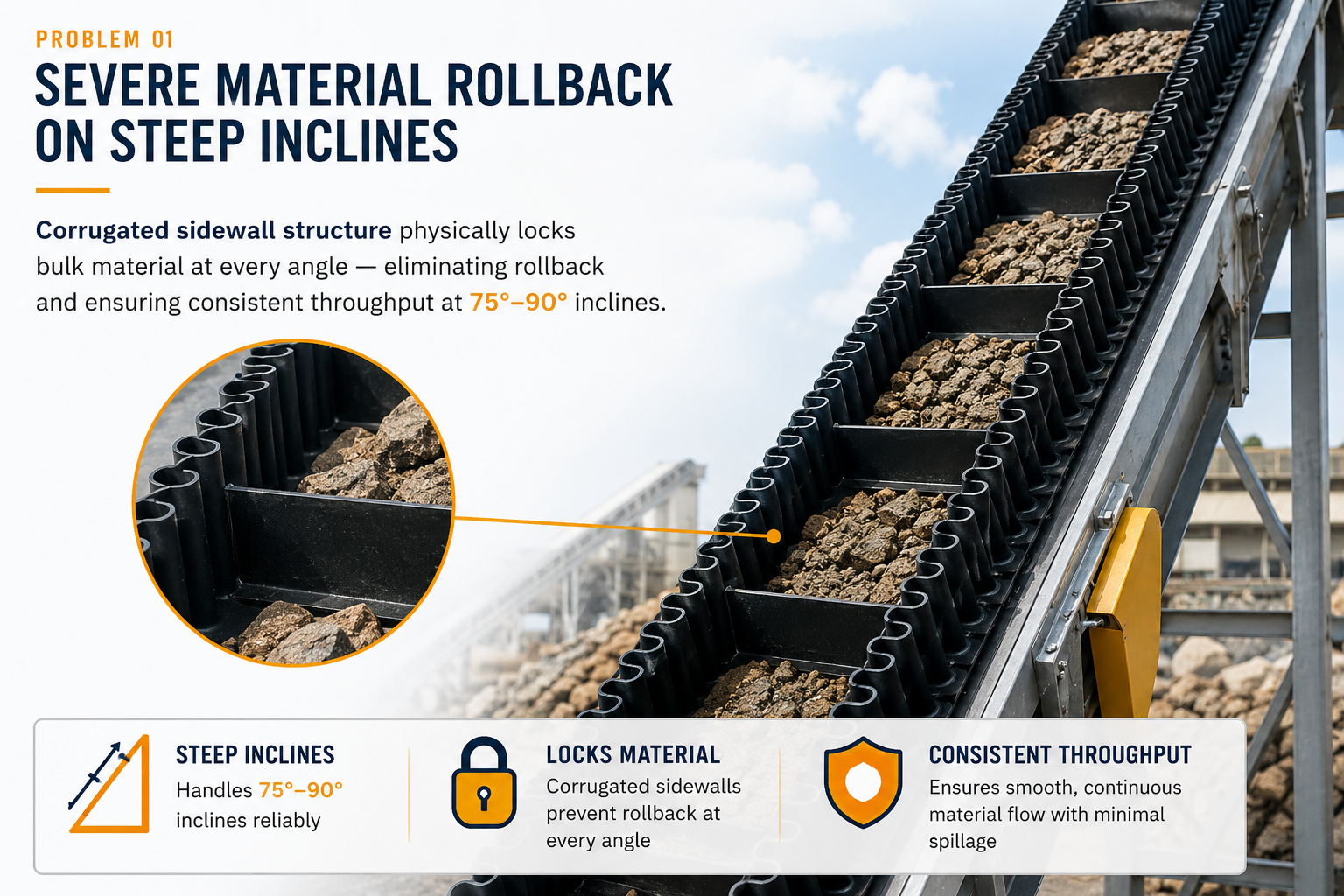
Save Space. Prevent Material Spillage. Improve Conveying Efficiency Up To 90°.
Common Site Challenges — Solved
Every Operational Problem Has An Engineering Answer
Sidewall conveyor belts are purpose-built to eliminate the critical failure points that drive up operational cost and downtime in steep-angle material handling.
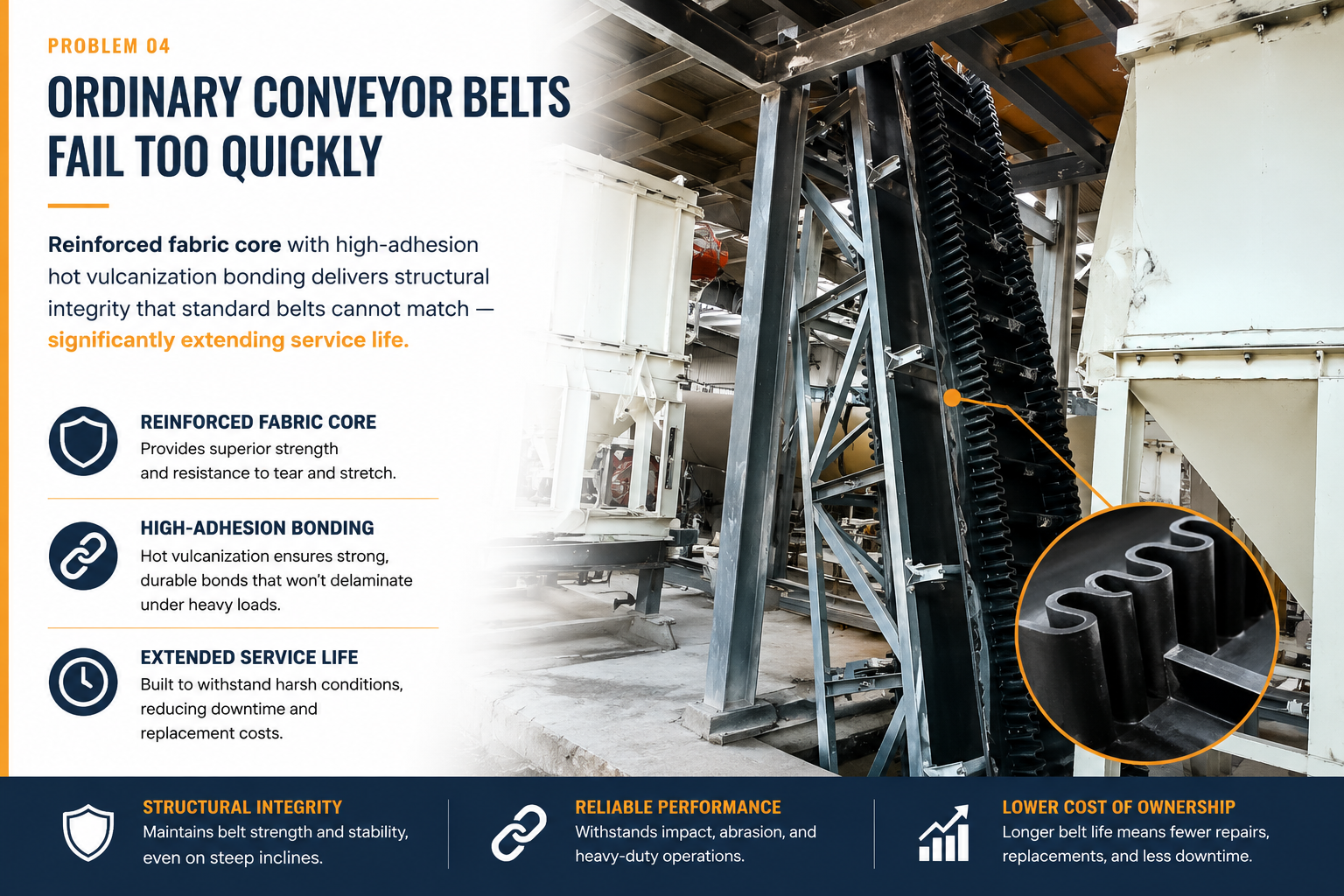


Still facing conveying challenges on your site? Our engineers can diagnose your application and recommend the right belt configuration.
Talk To An EngineerEngineering Anatomy
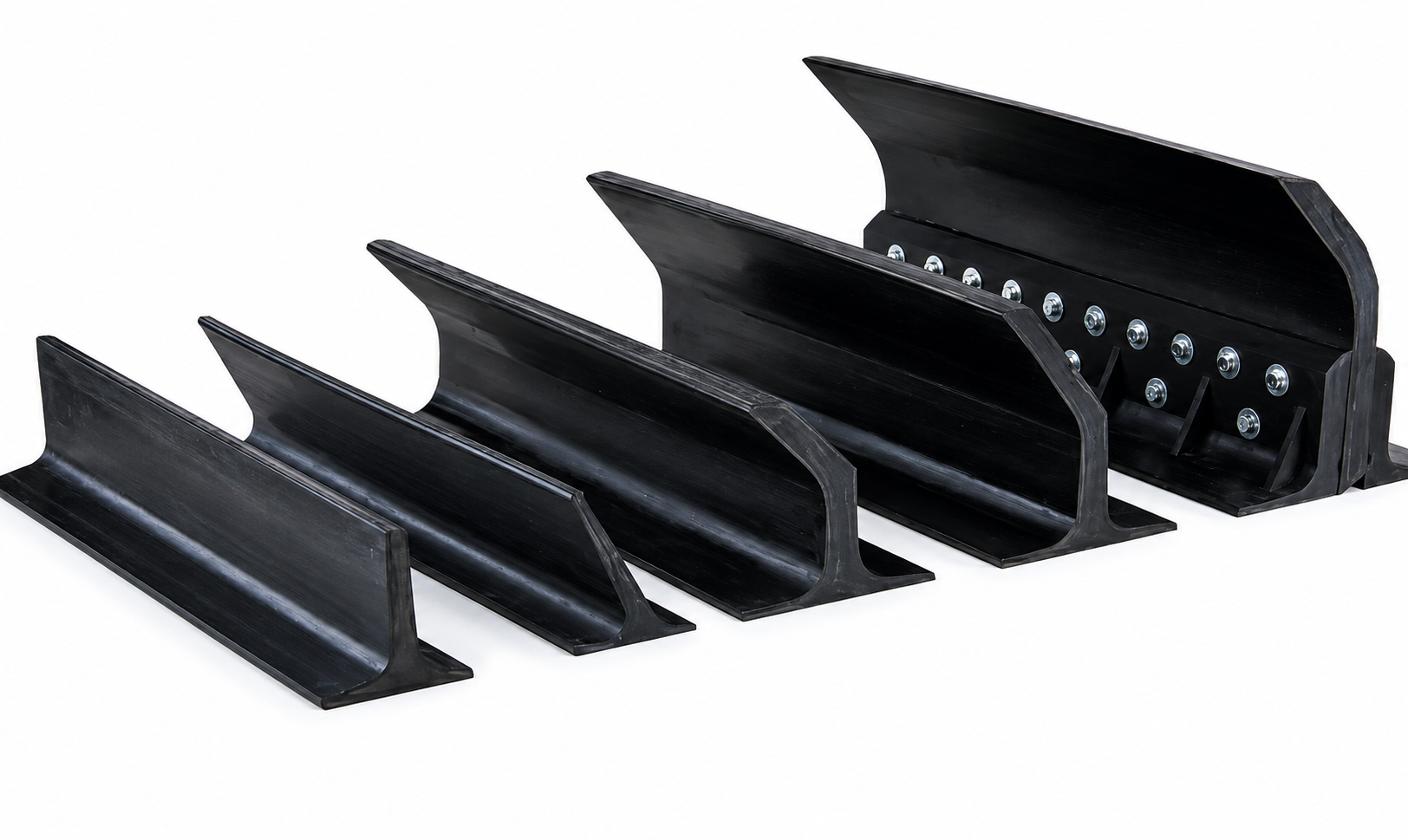
Four-Component Architecture Built To Perform
Every corrugated sidewall belt is an assembly of four interdependent components — each engineered to carry load, resist failure, and extend system life.
Component 01
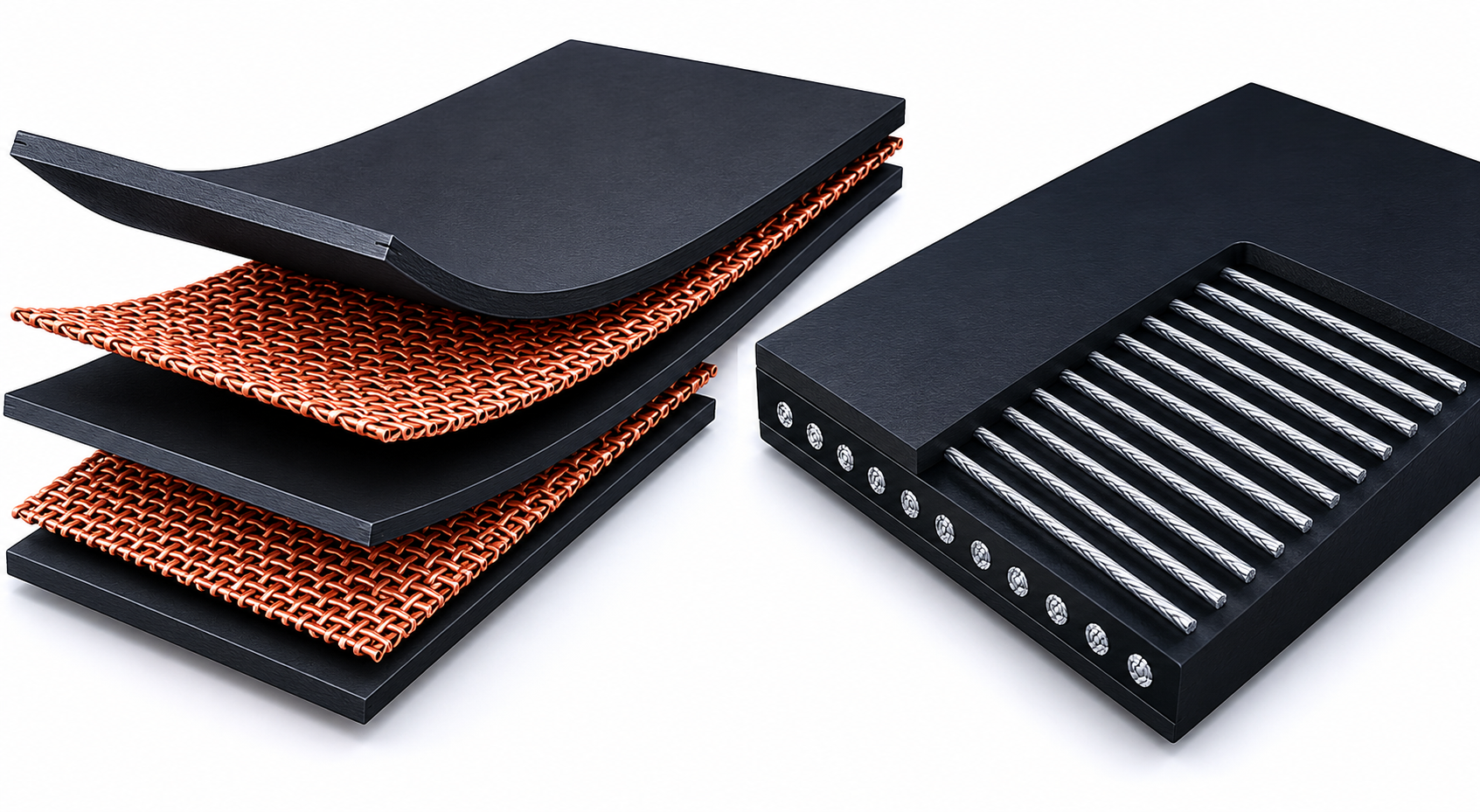
Base Belt
Four-layer construction — top cover (3–6mm), bottom cover (1.5–4.5mm), main fabric carcass, and transverse rigid reinforcement layer — delivering high longitudinal tensile strength and transverse stability. Available in CC, NN, EP, and ST carcass materials.
Component 02
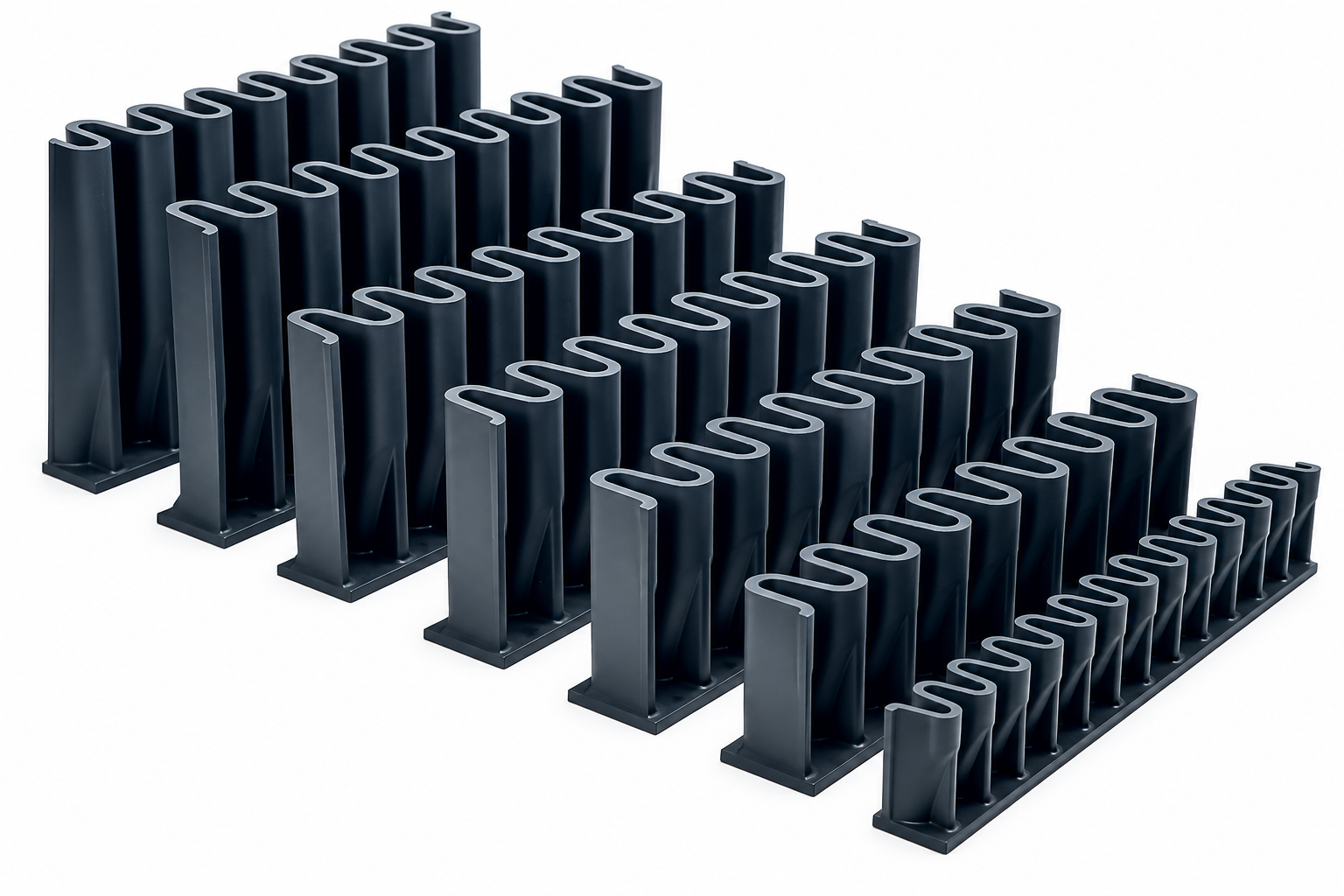
Corrugated Sidewall
Tear-resistant canvas reinforcement embedded inside the corrugated profile dramatically improves resistance to tensile pulling, compression, and flex fatigue. Grades: N (Light), M (Medium), ES (Heavy).
Component 03
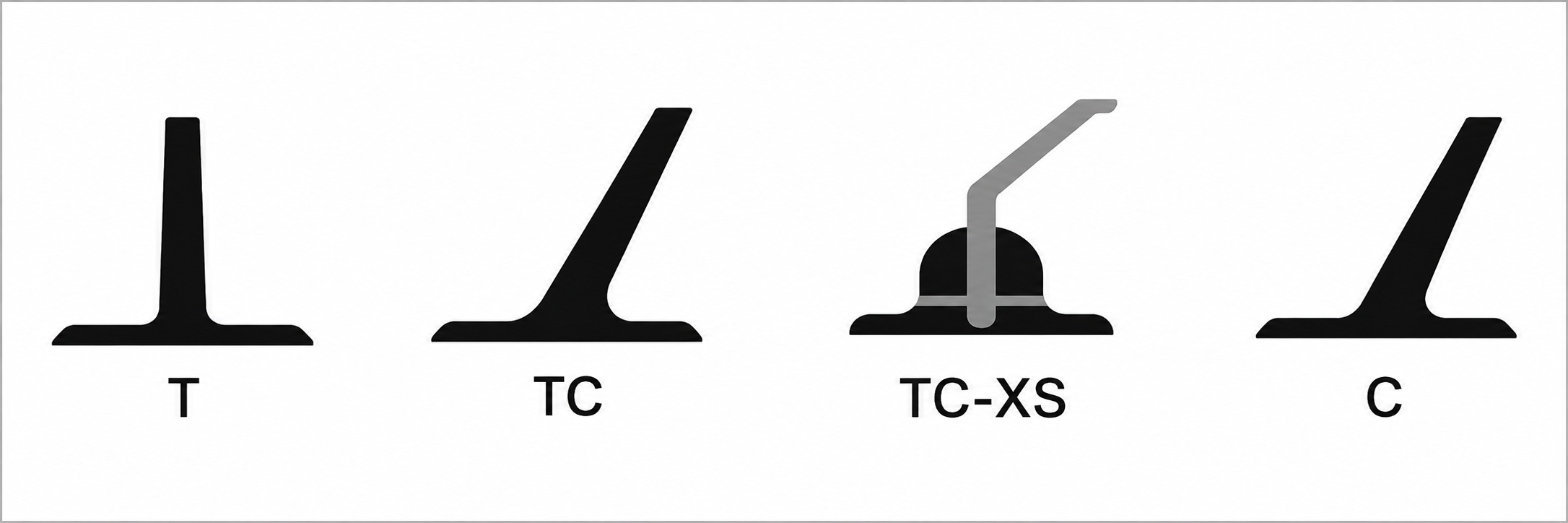
Cleat
Fiber composite construction delivers high rigidity and impact resistance without permanent deformation. T or L type for <40° inclines; TC, TCS, or C type for >40°. Cleat pitch must align precisely with sidewall crest.

Component 04
Vulcanization Bond
Secondary low-temperature thermal vulcanization creates a molecular-level bond far superior to cold adhesive methods. Structural bolt connections between cleats and sidewalls increase overall assembly rigidity and prevent delamination.
Need a specific structural configuration for your application? We engineer custom sidewall belt assemblies to your exact project parameters.
Request Custom Specification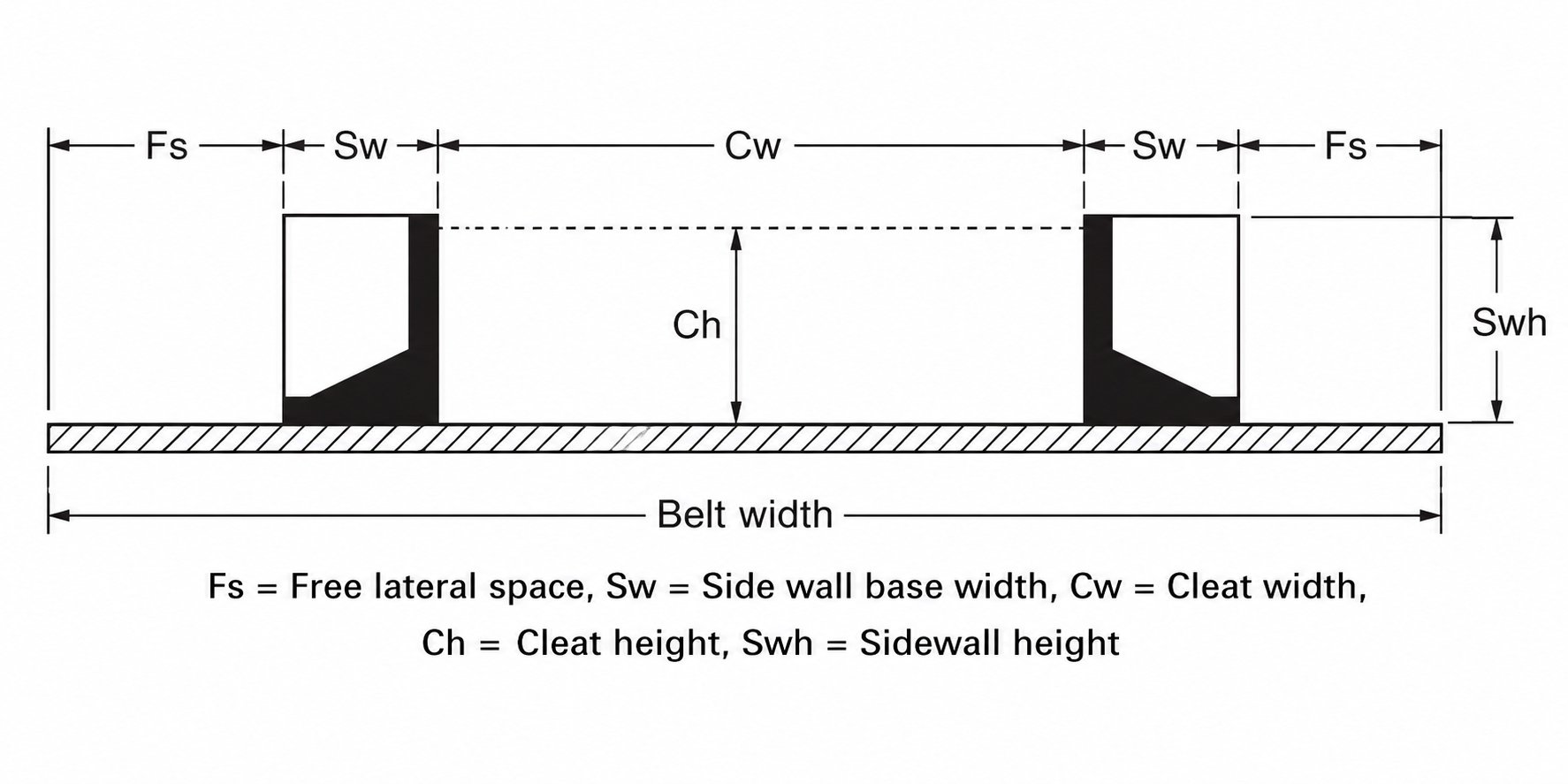
Production In Action
See How Our Sidewall Conveyor Belts Are Manufactured
JOYTRANS Sidewall Conveyor Belt
Hot Vulcanization · Cleat Molding · Dynamic Testing · Final Inspection
Engineering Data
Technical Specifications & Parameters
| Type | H (mm) | Sw (mm) | Tw (mm) | P (mm) | Weight (kg/m) | Min. Pulley Dia. (mm) |
|---|---|---|---|---|---|---|
| S | 40 | 30 | 20 | 25 | 0.48 | 160 |
| 60 | 50 | 45 | 40.7 | 1.38 | 200 | |
| 80 | 50 | 45 | 40.7 | 1.66 | 200 | |
| 100 | 50 | 45 | 40.7 | 2.00 | 250 | |
| 120 | 50 | 45 | 40.7 | 2.21 | 315 | |
| Diagonal fabric reinforcement is suggested for sidewall higher than 120mm. This carcass reinforcement is also available for sidewall height less than 120mm. | ||||||
| MDSF | 120 | 75 | 65 | 63.5 | 3.61 | 315 |
| 160 | 75 | 65 | 63.5 | 4.18 | 400 | |
| 200 | 75 | 65 | 63.5 | 4.88 | 500 | |
| 240 | 75 | 65 | 63.5 | 5.87 | 630 | |
| 250 | 75 | 65 | 63.5 | 6.10 | 630 | |
| 280 | 75 | 65 | 63.5 | 6.76 | 800 | |
| 300 | 75 | 65 | 63.5 | 6.98 | 800 | |
| HHDF | 300 | 100 | 88 | 84 | 11.98 | 800 |
| 400 | 100 | 88 | 84 | 14.83 | 1000 | |
| 500 | 100 | 88 | 89 | 17.73 | 1250 | |

| Cleat Type | Height (mm) | Cover Thickness (mm) | Weight (kg/m) | Min. Pulley Dia. (mm) |
|---|---|---|---|---|
| C | 55 | 100 | 1.40 | 125 |
| 75 | 100 | 1.47 | 150 | |
| 90 | 110 | 3.01 | 250 | |
| 110 | 110 | 3.57 | 315 | |
| T | 55 | 100 | 1.58 | 125 |
| 75 | 100 | 1.82 | 150 | |
| 90 | 110 | 2.53 | 250 | |
| 110 | 110 | 3.11 | 315 | |
| 140 | 160 | 5.70 | 400 | |
| 180 | 160 | 6.81 | 500 | |
| 230 | 160 | 8.71 | 630 | |
| TC | 55 | 75 | 1.17 | 125 |
| 75 | 100 | 1.93 | 150 | |
| 90 | 110 | 3.57 | 250 | |
| 110 | 110 | 3.72 | 315 | |
| 140 | 150 | 5.70 | 400 | |
| 180 | 150 | 6.81 | 500 | |
| 230 | 160 | 7.85 | 630 | |
| 280 | 180 | 14.34 | 800 | |
| TC-XS | 230 | 160 | 10.27 | 630 |
| 280 | 160 | 15.18 | 800 | |
| 360 | 230 | 25.45 | 1000 | |
| 470 | 230 | 30.60 | 1250 | |
| 470 (Heavy) | 230 | 39.05 | 1250 |
| Belt Width (mm) | Sidewall Height (mm) | Cleat Height (mm) | Sidewall Base Width (mm) | Distance Between Sidewalls (mm) | Edge Distance (mm) |
|---|---|---|---|---|---|
| 300 | 40 | 35 | 25 | 180 | 35 – 40 |
| 60 | 55 | 50 | 120 | ||
| 80 | 75 | 50 | — | ||
| 400 | 60 | 55 | 50 | 180 | 60 |
| 80 | 75 | ||||
| 100 | 90 | ||||
| 500 | 80 | 75 | 50 | 250 | 75 |
| 100 | 90 | ||||
| 120 | 110 | ||||
| 650 | 100 | 90 | 50 | 350 | 100 |
| 120 | 110 | 50 | — | ||
| 160 | 140 | 75 | 300 | ||
| 800 | 120 | 110 | 50 | 460 | 120 |
| 160 | 140 | 75 | 410 | ||
| 200 | 180 | 75 | — | ||
| 1000 | 160 | 140 | 75 | 550 | 150 |
| 200 | 180 | ||||
| 240 | 220 | ||||
| 1200 | 160 | 140 | 75 | 690 | 180 |
| 200 | 180 | 75 | — | ||
| 240 | 220 | 75 | — | ||
| 300 | 280 | 105 | 630 | ||
| 1400 | 200 | 180 | 75 | 830 | 210 |
| 240 | 220 | 75 | — | ||
| 300 | 280 | 105 | 770 | ||
| 400 | 360 | 105 | — | ||
| 1600 | 200 | 180 | 75 | 970 | 240 |
| 240 | 220 | 75 | — | ||
| 300 | 280 | 105 | 910 | ||
| 400 | 360 | 105 | — | ||
| 1800 | 240 | 220 | 75 | 1110 | 270 |
| 300 | 280 | 105 | 1050 | ||
| 400 | 360 | 105 | — | ||
| 500 | 460 | 125 | 1010 |
Calculation Method — Total Square Metres Per Belt
Total (m²) = [Width of belt × (Ply + Top cover + Bottom cover / 1.5) × Circumference]
+ [Circumference × 2 × SK]
+ [Circumference / Distance × Effective belt width × CTK]
Need dimensions beyond the standard range, or a custom belt configuration for your conveyor system?
Request Custom DimensionsFactory Capability
Manufacturing Process & Quality Control
Every sidewall conveyor belt passes through a seven-stage controlled production process and four-dimension quality verification before shipment approval.
Rubber
Mixing
Compound formulation & QC
Calendering
Fabric coat & thickness control
Sidewall
Forming
Corrugated profile extrusion
Cleat
Molding
Fiber composite press forming
Hot
Vulcanization
Thermal bonding under pressure
Dynamic
Testing
Load run & tracking check
Final
Inspection
Dimension, surface & document
Why Do Some Sidewall Belts Delaminate In 3 Months?
Sidewall separation is almost always caused by manufacturing shortcuts, not operational conditions. Understanding the root causes allows you to specify a belt that avoids these failures entirely.
Cold Bonding Process
Adhesive cold-bonding does not create a molecular-level bond. Under cyclic dynamic loading, this joint fatigues and peels — often within 60–90 days. Hot vulcanization produces a true cross-linked bond that dramatically outperforms cold bonding in fatigue life.
Insufficient Vulcanization Pressure
Proper hot vulcanization requires precise temperature, pressure, and cure time throughout the bonding cycle. Under-pressured joints produce shallow interfacial bonding that cracks under flex cycles and thermal expansion.
Inferior Rubber Compound Formulation
Low-cost compounds lack the flex fatigue resistance and thermal stability required for sidewall service. They harden under heat and UV cycling — leading to surface cracking and full bond failure at the belt-sidewall interface.
Want to verify our manufacturing process before placing an order? Request a factory audit report or third-party material test certificate.
Request Quality Documentation
Custom Engineering Service
Tell Us Your
Conveyor Belt
Requirements
Every project is unique. Share your key parameters and our engineers will configure the correct sidewall height, cleat type, rubber grade, and belt width — eliminating costly trial-and-error from your specification process.
Belt Width
300 – 1800mm standard · custom on request
Incline Angle
0° to 90° · vertical conveying available
Material Type
Bulk, lump, powder · wet or dry
Conveying Capacity
Low to high volume · rated in t/h
Export Packaging & Logistics
Packaging & Delivery Standards
Every belt is packaged to protect structural integrity during ocean freight, road transport, and site storage — from roll wrapping to custom wooden crating for overseas shipment.

Need specific packaging requirements for oversized belts, port of entry compliance, or hazmat documentation?
Discuss Packaging RequirementsCompliance & Trust
Certifications & International Standards
Every belt we manufacture is backed by independently verified quality systems and tested against the international standards your market requires.
Quality Management System
Certified quality management across all production processes — from raw material intake to final dispatch.
International Belt Standard
Meets the international conveyor belt specification covering full-thickness tensile strength and elongation requirements.
European Textile Belt Standard
Full compliance with the German DIN standard — the leading technical reference for European conveyor belt procurement.
North American Standard
Manufactured to RMA grades covering abrasion, cut resistance, and tensile rating for the North American market.
Australian Standard
Certified to AS 1332, the Australian and New Zealand standard for rubber and plastics conveyor belting.
Third-Party Inspection
Third-party material and performance testing available through SGS and TÜV on request for critical procurement decisions.
CE Conformity Mark
CE marked confirming products meet EU safety, health, and environmental protection requirements for industrial components.
Market Intelligence
Different Markets. Different Standards. One Supplier.
We produce to the exact standard your market demands — with test reports available per shipment.
| Target Market | Required Standard | Standard Scope | Available Grades |
|---|---|---|---|
| Europe & International | DIN 22102 | Textile conveyor belts — full specification | W, X, Y, Z abrasion grades |
| International | ISO 14890 | Conveyor belts — classification & performance | H, D, L cover grades |
| North America | RMA | Rubber conveyor belt grades & tensile ratings | Grade I, Grade II |
| Australia & New Zealand | AS 1332 | Rubber & plastics conveyor belting | A, B, C, D abrasion classes |
| United Kingdom | BS 490 | Conveyor and elevator belting | Abrasion & tensile ratings |
| Japan | JIS K6322 | Rubber conveyor belts — JIS standard | Class 1 / Class 2 |
| Russia & CIS | GOST | State standard for rubber conveyor belts | 2Ш, 3ТК, БКНЛ grades |
Specialty Compounds
Engineered For Every Operating Condition
Purpose-compounded sidewall belts are available across five functional grades for environments that standard abrasion-resistant rubber cannot handle.
| Functional Type | Available Grade / Standard | Temperature / Rating | Typical Applications |
|---|---|---|---|
| Heat Resistant | T1 / T2 / T3 / Special Grade (per ISO 4195 / GB/T 20021) |
≤100°C / ≤125°C / ≤150°C / ≤180°C | Cement clinker, sinter ore, coke, slag, power plant hot ash |
| Oil Resistant | MOR / SOR Grade (per ISO 1817 / DIN 22102) |
Volume swell ≤25% in mineral oil; covers both top and bottom | Mineral oil-contaminated aggregate, lubricant-exposed bulk materials |
| Flame Resistant | FR Grade (GB/T 10822 / MT 914 / ISO 284 / AS 1332-F) |
Self-extinguishing; flame propagation index controlled to standard | Underground coal mines, tunnel construction, enclosed conveying galleries |
| Anti-Static | ESD Compound (GB/T 3836 / AS 1333 / EN 13463) |
Surface resistivity ≤3×10⁸ Ω; dissipates electrostatic charge | Coal mines, grain handling, powder & dust conveying where sparking must be eliminated |
| Cold Resistant | CR Grade (GOST 20-85 / DIN 22102-F / GB/T 20021) |
Down to −60°C; flex fatigue & elongation retained at sub-zero temperatures | Arctic open-pit mining, cold storage logistics, outdoor winter conveying in extreme climates |
Need a specific certification document, material test report, or standard-grade confirmation for your procurement process?
Request Certification DocumentsTechnical Questions Answered
Frequently Asked Questions
Detailed answers covering application design, belt selection, failure analysis, and specification.
Sidewall conveyor belts can operate from 0° up to 90° (vertical conveying). In practice: 30°–45° is standard inclined conveying; 45°–60° covers the most common sidewall applications; 60°–75° is high-angle bulk handling; 75°–90° applies to vertical conveying systems.
| Incline Angle | Application Type | Typical Materials |
|---|---|---|
| 30° – 45° | Standard inclined conveying | Grain, sand, fertilizer |
| 45° – 60° | Most common sidewall applications | Coal, crushed stone, clinker |
| 60° – 75° | High-angle bulk material handling | Coal, coke, phosphate |
| 75° – 90° | Vertical conveying systems | Powder, granular, fine aggregate |
Sidewall height must always exceed cleat height to fully contain material. Selection depends on conveyor inclination angle, material lump size, required capacity, belt width, and cleat height. Larger angles require taller sidewalls; high-capacity systems require larger cross-sectional volume.
| Belt Width | Typical Sidewall Height Range |
|---|---|
| 400 – 500 mm | 40 – 80 mm |
| 650 – 800 mm | 80 – 160 mm |
| 1000 – 1400 mm | 160 – 300 mm |
| 1600 – 2000 mm | 300 – 400 mm |
TC cleats are standard transverse cleats with reinforced support — excellent for coal, crushed stone, cement clinker, and sand at standard steep angles. TS cleats are heavy-duty for extreme steep-angle conveying — delivering higher rigidity and structural strength for large-capacity port systems, high-lift mining, and vertical conveying.
| Parameter | TC Cleat | TS Cleat |
|---|---|---|
| Rigidity | Medium | High |
| Carrying Capacity | Medium – High | High |
| Incline Suitability | Standard steep angle | Extreme steep angle |
| Structural Strength | Good | Excellent |
Yes — with heat-resistant rubber compounds. Critical point: the entire belt structure — not only the base belt — must be heat resistant.
| Belt Grade | Continuous Temperature | Typical Application |
|---|---|---|
| T1 | ≤100°C | Warm aggregate, dry ash |
| T2 | ≤125°C | Hot clinker, kiln discharge |
| T3 | ≤150°C | Sinter ore, coke |
| Special | ≤180°C | Slag, power plant ash |
Sidewall separation is almost always caused by manufacturing deficiencies: (1) Cold bonding — fatigues and peels within 60–90 days under dynamic loading. (2) Insufficient vulcanization pressure — under-pressured joints crack under flex and thermal cycling. (3) Inferior rubber compound — hardens under heat and UV, cracking at the belt-sidewall interface. Prevention requires hot vulcanization, proper pulley diameter, correct belt grade, and scheduled inspection.
Key actions: Specify the correct belt — correct tensile strength, sidewall height, cleat type, and rubber grade. Optimize conveyor design — proper minimum pulley diameter, correct transition distance, stable tracking. Reduce impact at loading — install impact beds, skirting, and controlled loading chutes. Maintain regular inspection — check sidewall cracks, cleat wear, bonding integrity, belt tracking, and pulley cleanliness on a documented schedule.
EP conveyor belts — excellent flexibility, lower cost, easier installation; suitable for short to medium conveyor lengths in cement plants, fertilizer plants, and general bulk handling. Steel cord belts — very high tensile strength, very low elongation (<0.25%); correct for long-distance systems, high-capacity mining and port operations.
| Parameter | EP Belt | Steel Cord Belt |
|---|---|---|
| Flexibility | Excellent | Medium |
| Tensile Strength | Medium | Very High |
| Elongation | Higher | <0.25% |
| Suitable Length | Short – Medium | Long Distance |
| Cost | Lower | Higher |
We manufacture to seven major international standards — DIN 22102, ISO 14890, RMA, AS 1332, BS 490, JIS K6322, and GOST — covering primary markets in Europe, North America, Australia, Japan, and Russia. Production standard is specified at order placement with a test report per shipment. All functional grades (heat, oil, flame, anti-static, cold resistant) are available under each standard where applicable.
Have a technical question not covered above? Our application engineers are available to advise on belt selection, system design, and specification.
Ask Our Engineers