Induction Coil Embedded Structure Belt – Rip Detection System | JOYTRANS
Intelligent Belt Protection System
Induction Coil
Embedded Conveyor
Belt System
Advanced rip detection technology for mining, ports, and heavy-duty bulk handling —
the passive sensor architecture that automatically stops a tear before it stops your operation.
PassiveDetection System
AutoEmergency Stop
24/7Continuous Monitoring
EarlyFault Detection
ISO 9001 Certified
50+ Export Countries
Factory Direct
Induction Coil Embedded BeltPassive Rip Detection SystemAutomatic Emergency ShutdownMining · Port · Steel · Power Plant24/7 Continuous Belt MonitoringEarly Fault Detection TechnologyReduces Downtime & DamageFactory Direct — JOYTRANSInduction Coil Embedded BeltPassive Rip Detection SystemAutomatic Emergency ShutdownMining · Port · Steel · Power Plant24/7 Continuous Belt MonitoringEarly Fault Detection TechnologyReduces Downtime & DamageFactory Direct — JOYTRANS
Induction Coil Embedded Structure Belt — System Architecture & Component Layout
Passive Detection System
Product Features
Induction Coil Conveyor Belt
Features
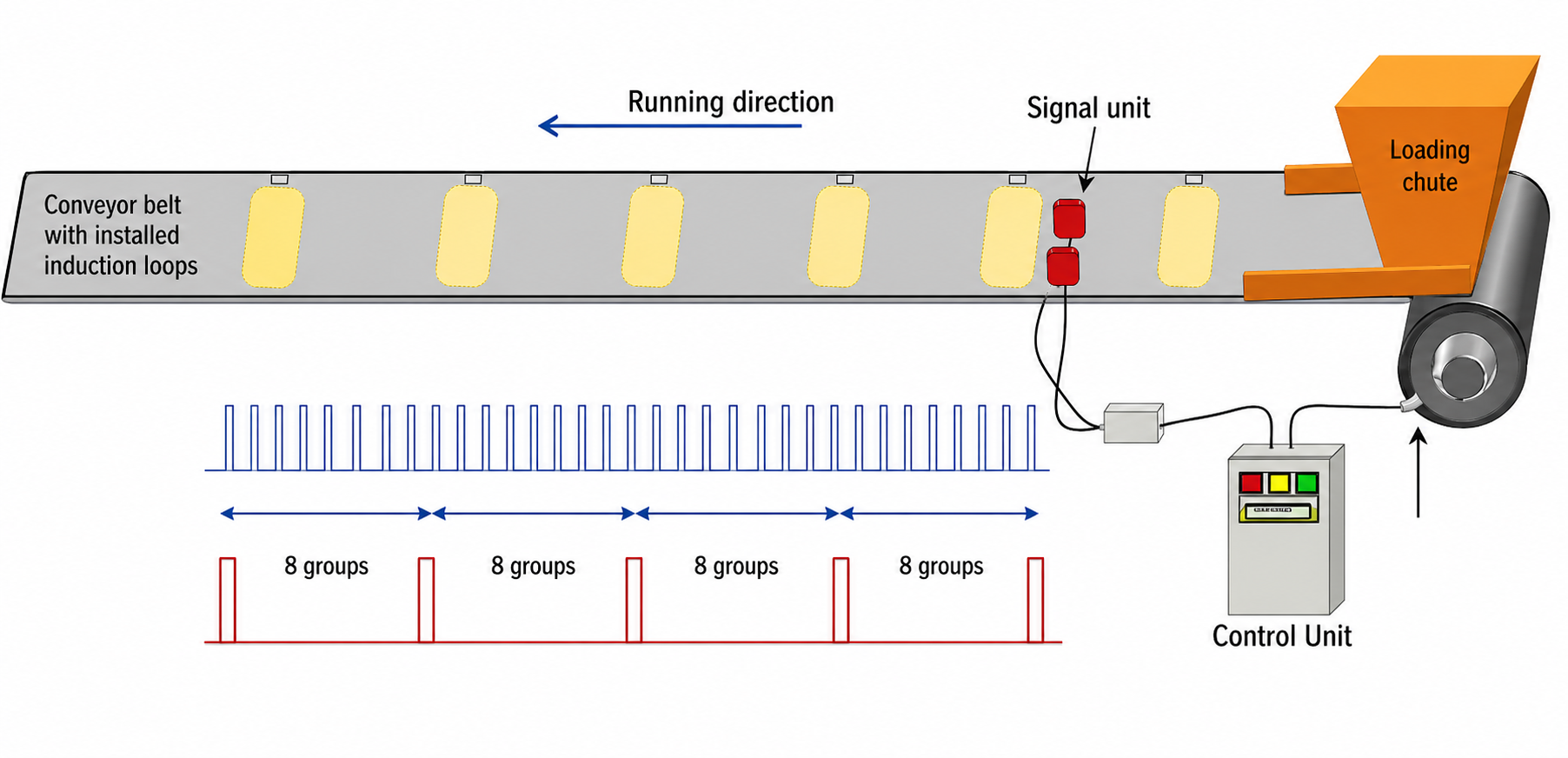
The most widely used passive belt protection system is a combination of embedded induction loops and external transmitters and receivers — a proven, maintenance-free architecture that continuously monitors belt integrity without active power components within the belt itself.
When foreign objects penetrate the belt and become trapped within the conveyor structure, they may cause serious belt tearing. Conventional belts have no means of detecting this hazard until the damage has already propagated — often resulting in catastrophic belt failure, extended unplanned downtime, and significant repair cost.
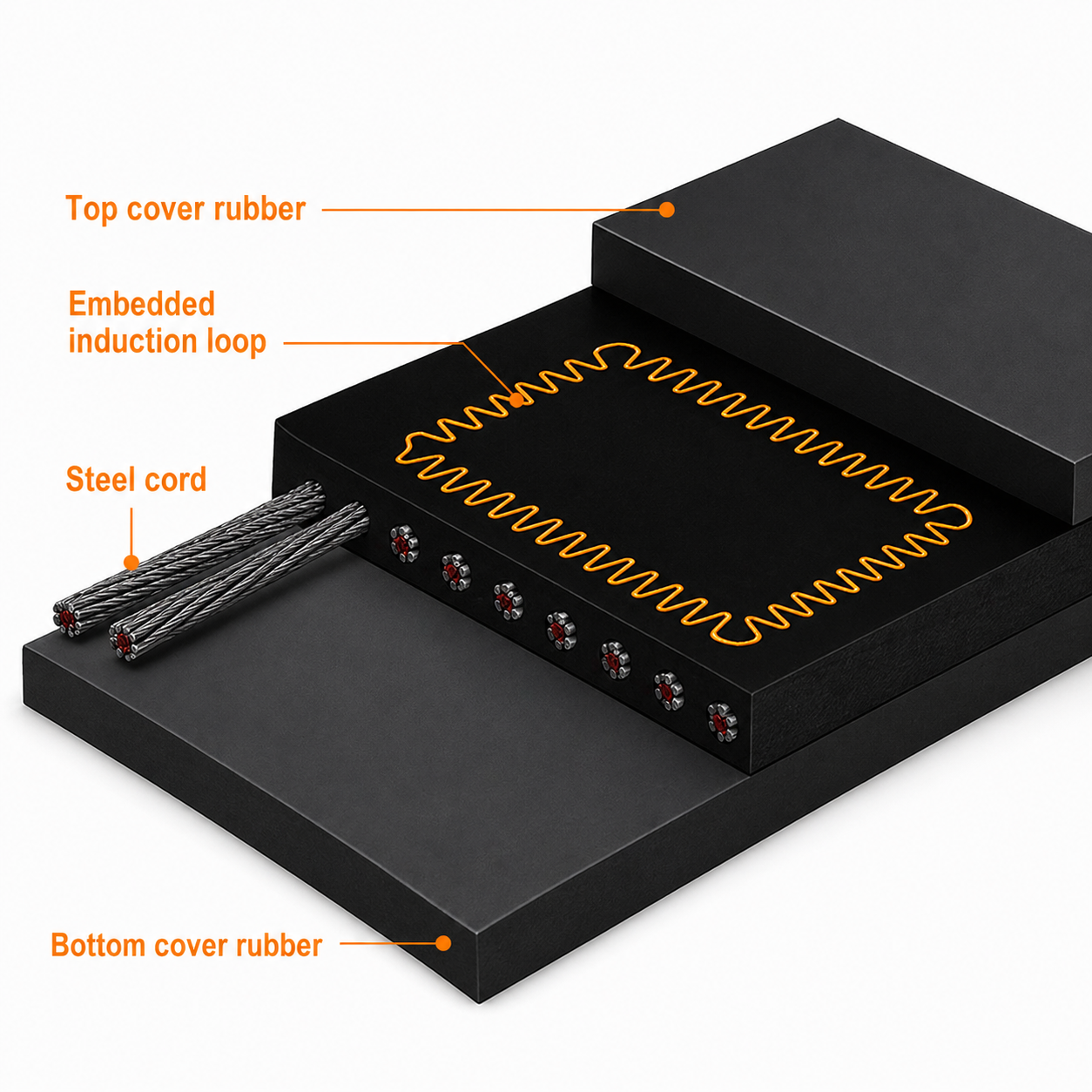
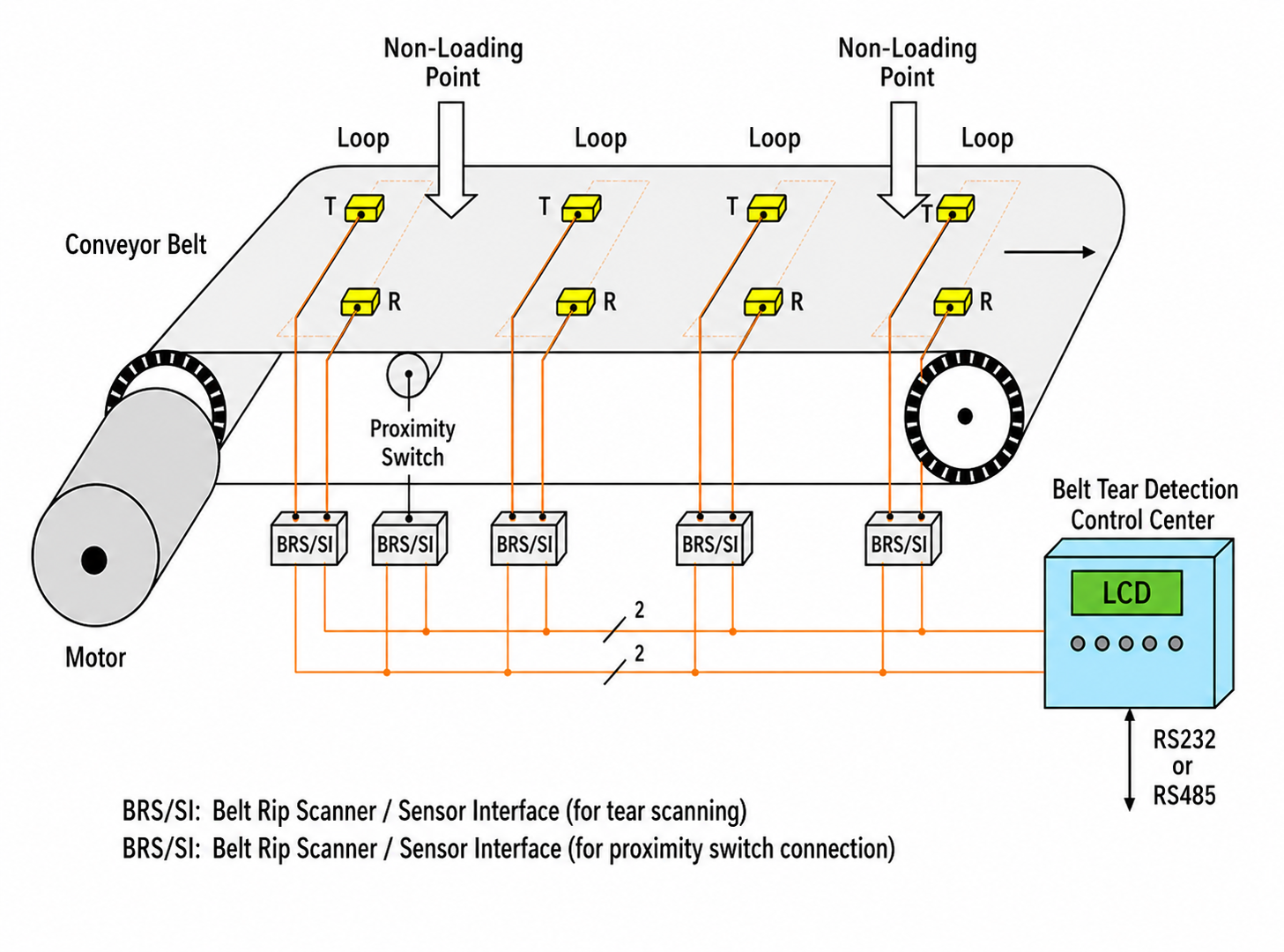
The Induction Coil Embedded Structure Belt addresses this problem at its root. Sensor loops are factory-embedded directly into the belt carcass at regular intervals across the full belt width. These loops continuously transmit a detectable signal to an external receiver unit mounted on the conveyor structure.
If an embedded sensor loop is cut by a foreign object, the signal transmission is immediately interrupted. The receiver detects the absence of signal and automatically commands the conveyor drive system to shut down — stopping the belt before the damage can propagate further along the running length.
When abnormal conditions exceed preset limits, the system will trigger an alarm and activate the emergency braking system. This enables early fault detection and significantly reduces potential damage and downtime compared to systems that only detect failure after it has occurred.
Sensor Loop Embedded at Regular Intervals — Full Belt Width Coverage
Critical advantage: the induction coil system operates as a passive detection architecture — the embedded loops require no power source, no active electronics within the belt, and no maintenance beyond the external transmitter/receiver units. Belt integrity monitoring is continuous, automatic, and failure-safe by design.
01
Continuous Passive Monitoring
Induction loops embedded at regular intervals across the full belt width transmit a continuous signal to external receiver units mounted on the conveyor structure. No active power components are required within the belt itself — the system monitors 24/7 without maintenance intervention.
02
Instant Signal Interruption Detection
When a foreign object penetrates the belt and severs an embedded sensor loop, signal transmission is immediately interrupted. The external receiver detects this loss of signal and commands the conveyor drive system to shut down automatically — in milliseconds, before the damage can propagate.
03
Alarm & Emergency Braking Activation
When abnormal conditions exceed preset threshold limits, the system simultaneously triggers an alarm signal and activates the emergency braking system. This dual-response mechanism ensures that operational personnel are notified and the belt is physically arrested before damage can escalate.
04
Early Fault Detection & Damage Reduction
Early fault detection enabled by the induction coil system significantly reduces potential damage and downtime compared to systems that only detect failure after it has fully propagated. The difference between a contained puncture event and a total belt split is measured in seconds — and in tens of thousands of dollars in repair and production loss costs.
System Operating Sequence
STEP 01
Embedded Loop Transmits
Induction coils embedded in the belt carcass continuously transmit a passive electromagnetic signal across the full belt width during normal operation.
STEP 02
Object Penetrates Belt
A sharp foreign object trapped in the conveyor structure penetrates the belt, cutting through the embedded sensor loop and severing signal continuity.
STEP 03
Receiver Detects Loss
The external receiver unit instantly detects the absence of the expected signal and identifies the precise location of the break along the belt running length.
STEP 04
Auto Shutdown & Alarm
The conveyor drive is automatically commanded to stop. The emergency brake engages and the alarm system notifies operators — all before the tear can propagate.
Induction Coil Embedded Structure Belt — System Architecture & Component Layout
Passive Detection System
Passive System
No Power in Belt
Zero active electronics embedded in the belt. Maintenance-free loop design with unlimited service life under normal operating conditions.
Early Detection
Fault Before Failure
Detects belt penetration before a tear can propagate, enabling a controlled shutdown instead of a catastrophic belt failure and unplanned replacement.
Auto Stop
Millisecond Response
Signal loss triggers automatic drive shutdown and emergency braking with no human intervention required — the fastest possible response to a detected belt threat.